
Enabling LEAN manufacturing on SAP?

Can You Plan Using ?Push? and Execute Using ?Pull??
LEAN PLANNER? ? A LEAN planning solution to pull any product on any node of your supply chain? today!
In an earlier blog post, Why are we busy pushing – Pull your plants for a LEANER supply chain, I concluded that no one wants to build to forecast, but most of us are doing exactly that. I also argued that you don?t have to be in a perfect LEAN state to build to customer demand. You can indeed do this in your present environment starting today. Forget about the inefficiencies of building to forecast?there really is a better way.
We all know what it is like to plan in a push environment. A finished product forecast is fed to the MRP (Material Requirements Planning)/APS (Advanced Planning System) system. Based on product structure, lead times, lot sizes and other planning parameters, it spits out a supply plan for all the materials that make up the product. This plan is then used to do capacity planning for in-house produced assemblies. We send it to our vendors for them to plan their supply. A similar plan is put to work managing our warehouses, distributors and retailers. We employ this method to plan supplies for pretty much every product on every node of our supply chain.
This is all good for products that we manage using push. But will this plan work if we build to customer demand instead? Can we use this plan for parts that we manage using KANBAN or reorder points (ROP)?
Many of my customers tell me that they don?t build to customer demand because there is no ?plan? in a pull environment. If they manage their finished products on KANBAN/ROP, the lower levels of assemblies and components can?t see the demand spikes at the finished products level. As a result they are often blind-sided by material shortages.
They don?t have any way of communicating their next 12-month plan to their vendors. In some cases they send the MRP/APS-generated push plan. In other instances, they just send their finished goods forecast and assume their vendors will be able to figure it out. Not very good choices, but the best choices they have.
If you want to manage all your products on all the nodes of your supply chain using pull, it is imperative that you have a way to create a supply plan that dynamically adjusts to changing demands and yet aligns with demand-driven execution across all the levels of product structure.
We all know that a push supply plan for a component created by an MRP/APS system, as displayed in figure [1], lags behind the forecast of the finished product by the cumulative lead time (CLT) of the higher level materials in the product structure.
For a component plan to work, the forecast has to be accurate at least for a time horizon that is cumulative of the largest lead times of all the materials on every higher level of the BOM. If this is six months, then the forecast of the finished product must be accurate for at least six months. This means your supplier can start working on components today for consumption that will occur six months from today. This is what a push plan looks like.
In a demand-driven environment, you only build a finished product when you ship a unit to the customer. As you complete the finished product, the subassemblies get pulled, and then the next unit of subassemblies is built. As the components are consumed, you place orders for the next unit of components.
Figure [2] displays the supply plan of the component in Figure [1] when it is managed using pull. With pull, the plan is the same irrespective of the lead time of the component or its position in the bill of material.
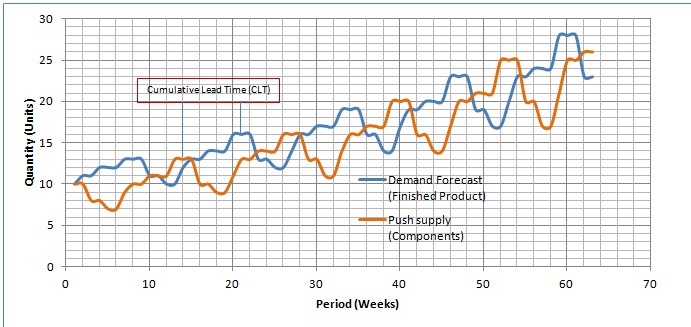
Figure [1]: Supply plan of the component when it is planned using push. The supply lags the demand curve of the finished product by the cumulative lead time (CLT).
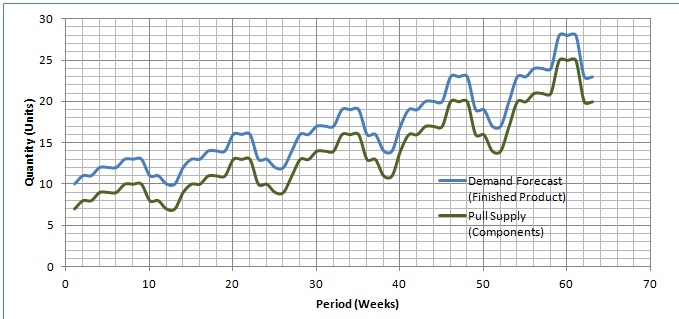
Figure [2]: Supply plan of the same component when it is managed using pull. The supply plan is a replica of the forecast demand curve of the finished product.

Figure [3]: The difference between push and pull supply plans for the same component. Can you really use a push plan to execute in pull environment?
Planning in a pull environment requires the sizing of ROP or KANBAN. The KANBAN/ROP size is a function of the demand profile. The more the demand and variability, the larger the size of ROP. If the demand profile changes with time, it may change the KANBAN/ROP size. Every time it increases, a new order needs to be placed.
Hence, the pull plan of an assembly or a component is a replica of your finished product?s demand forecast adjusted for quantity per assembly, lot size and other planning parameters, plus the increase in KANBAN/ROP size. This is displayed in Figure [4] below.
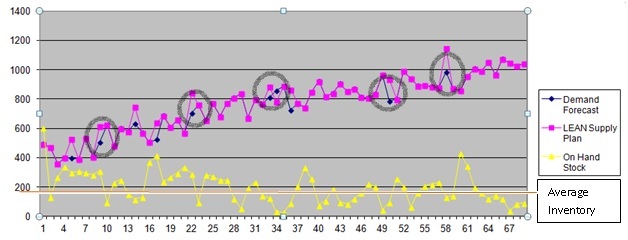
Figure [4] A typical LEAN plan. It follows the demand profile, except when the ROP/KANBAN size changes as on instances circled above.
We refer to this pull plan as the LEAN Plan. The lower level components can now see the dependent demand coming from the higher-level assemblies.? This plan can be generated for any product on any node of your supply chain.
As shown in figure [3], depending on the lead times, variability, lot sizes, and other planning parameters, push and pull plans can be significantly different. If you are sending a push plan generated by your MRP/APS system as a forecast to the vendors who supply you with KANBAN/ROP managed materials, then don?t be surprised if the vendors don?t trust your forecast.
In summary, a LEAN plan offers the following advantages in a pull environment:
a A plan that aligns with pull execution. As shown above, in a demand-driven environment, a LEAN plan is better aligned with the execution across all the levels of the product and all the nodes of your supply chain. You can now use this plan as a vendor forecast. You can also use it for your own short-term and long-term planning.
b A plan for every level of the product on all the nodes of the supply chain. Planners who appreciate LEAN recognize that despite all its flaws, without MRP?s ability to recalculate needs a company?s operations would be crippled. Now you have similar functionality available in a pull environment. During every planning run, it adjusts with the changing demand profile.
Like MRP, it can even recommend rescheduling or expediting your delivery, an option not available in a traditional pull environment. Rescheduling messages are far and few between in a pull environment. They can be further fine-tuned based on your business rules. This ensures that you are not inundated with them as you are in an MRP/APS environment. I?ll discuss this function more in a future blog post.
c A plan that is much more forgiving of forecast errors. Unlike a push plan that needs an accurate forecast, a LEAN plan only needs a ?profile? of your forecast. The plan is NOT dependent on the forecast accuracy. Instead it is dependent on the variability of your forecast.
Since this plan is executed only when a product is actually shipped, its inaccuracy DOES NOT matter as much as in a push environment. It is for this reason that most organizations, often unknowingly, are able to implement a ROP/KANBAN system using a push plan generated by an MRP/APS system.
Don?t get bogged down by the extreme variability or spikes in the demand, referred to as outliers. There are ways to define and recognize the outliers, and account for them separately. There are techniques to attenuate them and make sure they don?t get propagated upstream. My next blog will specifically discuss ways to address this challenge.
d A plan that optimizes inventories significantly. Since the execution is driven by actual demand, it?s to be expected that you have less excess inventory than a push system. Take a handful of ROP/KANBAN managed products in your organization today and compare inventory turns with those that are MRP/APS managed. I have done this exercise on many occasions and most customers are amused by how well these inventories turn without their knowledge. I?ll discuss how you can assess inventory optimization opportunities if you move to a pull environment in more detail in the future.
You cannot plan using push and execute using pull. There is a better way to plan in a demand driven environment. If you can implement this plan today in your current environment, you can indeed put any product on any node of your supply chain on pull?today. This may not be a perfect LEAN state but it is certainly a significant step in that direction.
What do you think?
Ranjan Choudhary is a founding director at Lean Axis (www.LeanAxis.com).? From LEAN business strategy to its implementation on SAP?, Lean Axis combines LEAN industry experience with SAP? implementation expertise to create LEAN supply chain solutions that bring real, tangible business value with rapid return on investment. He can be reached at rchoudhary@LeanAxis.com.